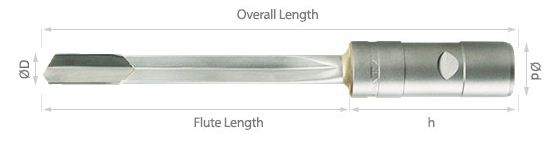
Before drilling commences the gun drill must be supported by a guide bush or pre-drilled start hole. Coolant is delivered directly to the cutting edges through the hollow shank and the chips are evacuated back along the V configuration of the tip and shank.
The periphery of the cutting tip is contoured in such a way as to provide both support pads and lubrication galleries. The forces generated by the singled sided cutting action act directly on the support pads creating a burnished surface finish and size control down to IT7 tolerances.
Gun drill tips can be manufactured with a step that has either a cutting or non-cutting pilot. Coated tips are also available upon request. These may have a TiN (Titanium Nitride) coating or a TiAlN (Titanium Aluminium Nitride) coating.
A regrinding service is available at our Hemel Hempstead factory for gun drills, Ventec drills and Speedfeed drills.
Hardened steel guide bushes and whip guides are available for purchase.